Volume 4 | June 2022
QUARTERLY REVIEW
Human-Centered. Solutions Driven.
Inside This Issue
Why the Human Factor is Critical to Success: A Deep Dive into the Human Centered Model
REGULAR FEATURES
Why the Human Factor is Critical to Success: A Deep Dive into the Human Centered Design Model
By Carlos Real
At the core of any successful solution set of systems is positive impact on the human. Having a Human Centered Design (HCD) model and program aimed at achieving this will help advance your goals and within this article, we hope to explain how.
How does HCD help? When operations and tasks on the shop floor, in the warehouse, machining room or office are designed by HCD guidelines, risk of errors or suffering injuries are significantly reduced while waste is minimized, and thus, productivity improves.
In a previous edition of the Sandalwood Quarterly Review we described our HCD process as a structured way to adapt the different elements within a process or an operation to the human, considering cognitive and physical capabilities and limitations so risks to quality, productivity and health are minimized.
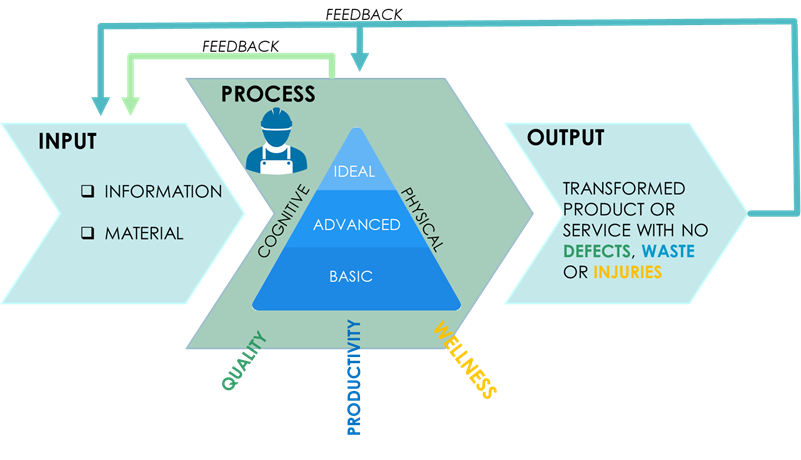
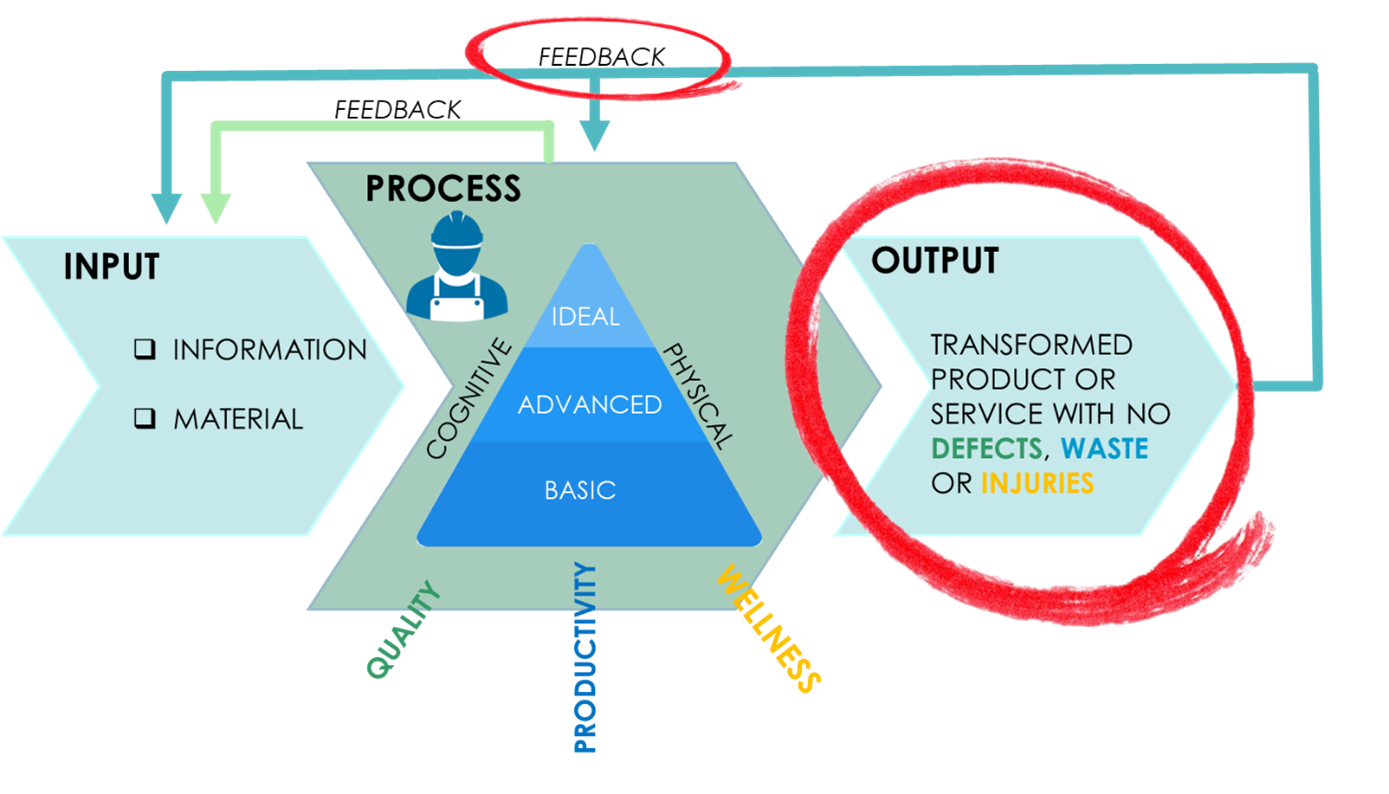
The HCD model, seen above, is composed of the main factors driving variation and risk in a typical process. The Input – Process – Output system diagram provides a very convenient way to incorporate HCD components at a high level.
INPUT
As shown in the diagram above, main inputs are information and material. This can be easily related to the regular workstation or operation setting where the human performs a task, receives material or information, and makes decisions.
These basic inputs, information and material, can be managed and fed into the process in a wide variety of ways and through different mechanisms that will have a significant impact on how the person doing the job performs:
- Information: Different arrays of information, location of displays, volume and timing of data are some of the variables to consider for optimal processing of information by a person and a better decision-making process.
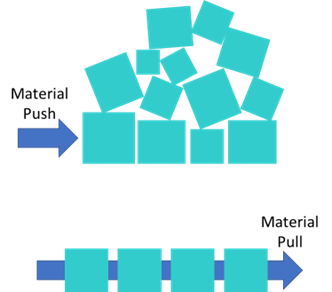
- Material: How material is organized at the workstation or operation and how it flows so optimal material levels are available to complete the operation and secure a quality outcome while minimizing risk and waste.

How can the optimal flow of materials and information be designed into a process? There are a lot of alternatives that can be explored and the better the sensitivity and understanding on peoples’ capabilities and limitations, the better design is to be accomplished. The human factor is critical in the input stage.
PROCESS
The core of our HCD model is the Process, where the human performs a task and where the configuration of the method to do the activities, layout, setting of physical elements and other factors need to be in sync so the process is stable, predictable, and able to deliver as expected.
Through our over 30 years of research and experience dealing with processes of different industries, we have developed a HCD model based on a progressive set of process design elements/characteristics starting from the Basics (fundamentals) and scaling to the Advanced and Ideal level of design.
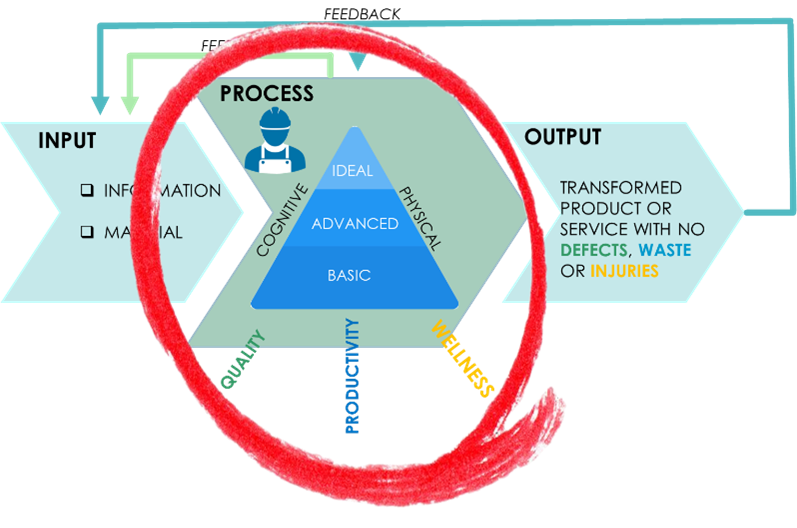
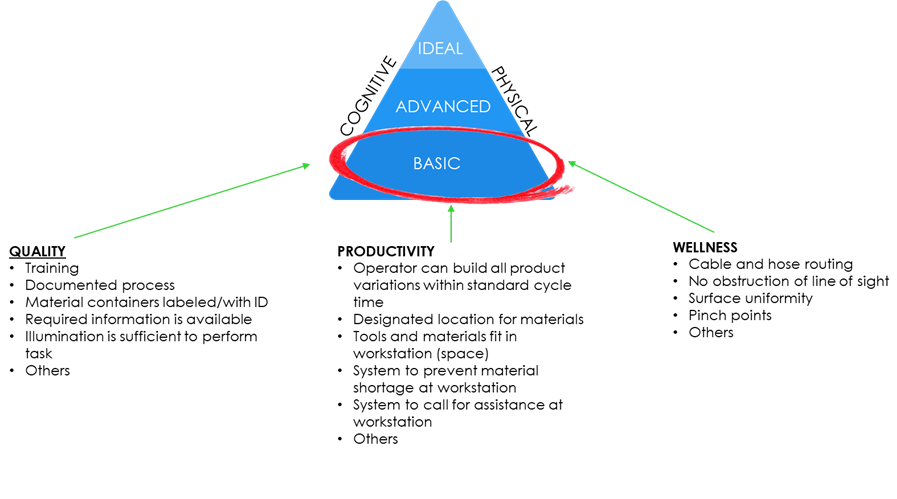
Basic Level
Characteristics at this level have to do with creating a favorable environment for improving quality, productivity, and safety. Basic standards drive consistency and predictable results.
These are the best-known standards and are the typical requirements of structured programs and audits driven by customized corporate initiatives or industry standards (ISO9000, IATF16949, VDA, OSHA, etc.)
Getting basic level characteristics into processes demands considerable effort, discipline and preferably a structured way to deploy and maintain through time. Implementing basic level design elements, such as 5s/workplace organization, effective operator training, detecting, eliminating and preventing unsafe conditions, etc., requires, at most the Basic Level design characteristics, in order to be part of the way the organization operates and to be ingrained in peoples’ operational culture. A program containing clearly defined Basic requirements for tasks, roles and responsibilities for all involved, training on tools and techniques to drive Basic Level standards and characteristics and maintain them in the long run is highly recommended.
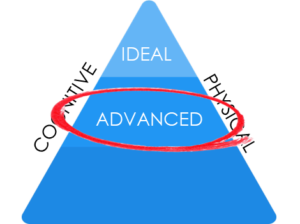
Advanced Level
Characteristics at this level set guidelines for designing the method to complete the task the human is performing. Advanced Level standards drive continuous improvement since they are expressed as conditions which trigger a constant search for ways of minimizing waste and risks to quality, productivity, and safety.
Advanced Level design standard are tailored to the type of manufacturing activity, but some examples are:
- Tools and controls used by the person doing the task are in the point of use / within arm’s reach
- No more than 1 travel to the material rack/container is done by operation cycle
- Containers of similar fasteners (nuts, bolts, pins) or components which could be confused by the person, are not placed next to each other
- If the person handles optional elements (optional component to assemble, additional or different process based on product variation, etc.), and the decision is made by looking at the option from any kind of display, the selection of the optional element/performing of the optional task, must be right after the person has looked/read at the display – There should not be a gap between looking at the option and picking/doing the optional element. The wider the gap, the higher the probability of making a wrong selection.
The few examples on the list may or may not apply to the workstations or operations in your organization, still, they can illustrate how Advanced Level standards demand the search for options eliminating waste and risk.
For typical assembly operations, a set of approximately 15 Advanced Level design standards is suggested and also an organized way to assess the level of implementation for each operation.
A very successful application of Advanced Level design standards was achieved in an automotive assembly setting, where a full program was deployed for more than 300 vehicle assembly workstations and the level of compliance to Advanced Level design standards for all of them was measured in a 0 to 100 scale and observed through a simple but effective visual management tool showing initial state scoring, the plan for improvement and the future state of each operation showing the projected score. The program was adopted by all the car maker plants and is now the reference for launching and improving assembly workstations.
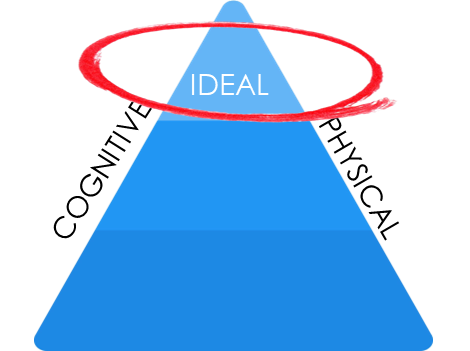
Ideal Level
Characteristics at this level will take the process to its optimum / best achievable state. Processes with Ideal Level characteristics will deliver the ideal level output (or the best achievable result).
An illustrative way of describing and Ideal Level design characteristic is how an Advanced Level element such as reaching out for material to assemble from the rack no more than once per cycle can be scaled up in a way that waste is driven even lower. In this example, the Ideal Level for design of the operation would be Material is at the point of use, the person does not need to reach/walk to get the material from a rack. This can be achieved by implementing material kitting, so the material to be assembled to the product moves along with the product in a bin or a container, this way the person will not waste time picking parts from a rack or walking to get material for assembly. Also, error coming from selection of options would be limited as the optional elements would already be prepicked.
Besides material kitting, which may apply to assembly operations, other examples of Ideal Level implements in a process could be:
- “0 gravity” fixtures to hold tools – Health & Productivity
- Lifting platforms
- Scanner to read option to select
- Quick change over mechanisms – No time is wasted while changing tooling or replenishing stock
All of these human factors must be considered to ensure the best possible outcomes.
OUTPUT
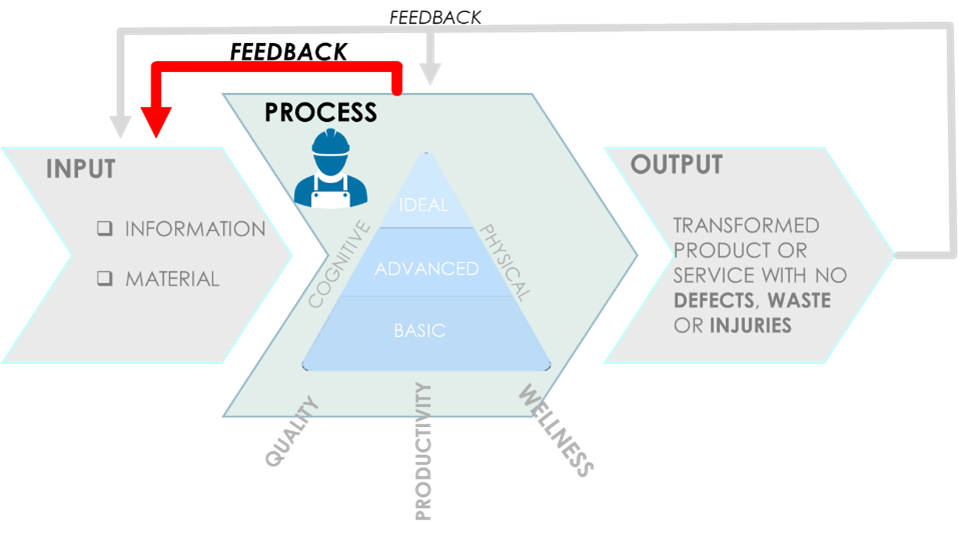
System output, normally expressed by KPI’s or information and metrics coming from the results of the system, should ideally be available in real time and in easy to digest format so the feedback to the manufacturing system components is agile and the decisions to adjust input or process variables can be made with the minimum possible delay.
Such information flow and feedback capability should also be at the process level, in a way that the person doing the task is able to detect abnormalities and adjust the process or ask for support and/or adjustments at the input level.
Our experience has shown integrating information flow solutions such as Andon Systems, Manufacturing Execution Systems, Process Control Boards/Displays, and other real time visual display systems, for several manufacturers, that an organization should always look for options so the different elements within the manufacturing systems are connected through useful information so the decisions can be made fast and actions to adjust are taken by the right people.
Why include HCD in your business?
There are many variables which will potentially affect the performance of any system, specially if humans are part of it. Our human capabilities and limitations add important variability factors to the mix and will impact greatly if not carefully considered within any systems, processes, and guidelines.
Using Human Centered Design is an approach helps to provide a structured path to look at the elements impacting risks to quality, productivity, and peoples’ well-being. Taking a human focused approach will impact results, reduce injury and error, and reduce waste (time and materials).




 Why Sandalwood?
Why Sandalwood?


 We are a one-stop-shop for launching job rotation for any employer from conception to implementation. Our experts tailor our services to meet the needs of our customers by collaborating with them throughout the entire process. We do not offer cookie cutter solutions for job rotation because the needs of employers vary significantly.
We are a one-stop-shop for launching job rotation for any employer from conception to implementation. Our experts tailor our services to meet the needs of our customers by collaborating with them throughout the entire process. We do not offer cookie cutter solutions for job rotation because the needs of employers vary significantly. Why Sandalwood?
Why Sandalwood?


 Sandalwood is pleased to offer solutions above and beyond the traditional ergonomic assessments. With an in-depth knowledge of various digital human modelling software suites, integration and adoption to your health and safety programs has never been easier. Sandalwood is experienced in ergonomic program design as well as industry leaders in digital human modelling services. We have a diverse team that is able the leverage the results from the digital human model to provide in depth risk assessments of future designs and current state. Sandalwood is also able to pair these assessments with expertise and provide guidance on the best solution for you. Sandalwood is also on the forefront of emerging technologies and able to integrate Motion capture, Wearables, and extended or virtual reality into your ergonomic program.
Sandalwood is pleased to offer solutions above and beyond the traditional ergonomic assessments. With an in-depth knowledge of various digital human modelling software suites, integration and adoption to your health and safety programs has never been easier. Sandalwood is experienced in ergonomic program design as well as industry leaders in digital human modelling services. We have a diverse team that is able the leverage the results from the digital human model to provide in depth risk assessments of future designs and current state. Sandalwood is also able to pair these assessments with expertise and provide guidance on the best solution for you. Sandalwood is also on the forefront of emerging technologies and able to integrate Motion capture, Wearables, and extended or virtual reality into your ergonomic program.



