
In several manufacturing organizations, most of the energy invested in reacting to problems is spent too late.
“Too late” in this context does not have to do with a delay in flow of information or actions when a quality concern, an accident, a late shipment or a machine break down happens. The late reaction refers to the pattern observed in a lot of organizations consisting of jumping in to tackle the problem when the problems are at the latest stage of the manufacturing or service system, the output.
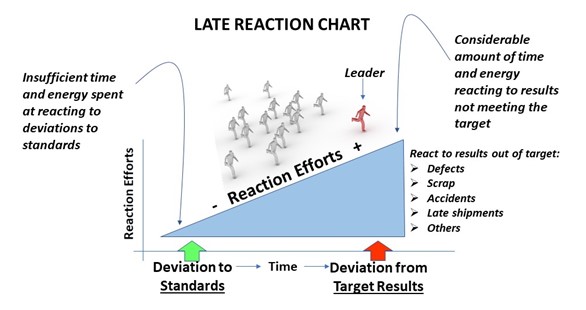
Looking at it from the perspective of a system (input – process – output), most of the demand of reactive actions is triggered by deviations to what is expected at the output of the system.
Organizations consistently review reports showing production volume, quality concerns, accidents, scrap and others. Deviations to the expected results (system output) in these reports drive most of the focus on problem solving including reacting to contain and correct the flaws in the system.
Devoting a substantial portion of the energy, creativity and effort of the people driving continuous improvement in the organization to problems on the output of the system is reacting too late.
It is obvious that results need to be confirmed, but it is easy to be pulled by the need of controlling such results and have the organization react to protect the customer and stake holders. However, the level of control that can be achieved by reacting, after a problem is evident at the output of the system, is limited and can potentially generate a substantial amount of waste.
Reacting at the results (system output) is necessary but an organization should be able to react as well to earlier deviations in the manufacturing system with the intention of gradually shifting to securing key process and input elements so the output is predictable. This is real control of the system results.
An example that may be common to those familiar with the manufacturing environment is a Quality Review meeting. Management is presented with the quality concerns trend and priorities to attack. Questions are asked, people involved provide status on the progress of the troubleshooting along with containment actions. Commitments are made to adjust the system to fix the issue.
Is the same level of intensity, structure and interest for reacting and fixing a deviation to what is expected, shown when a preventive maintenance is not carried out in time or in the way it should be executed? Or to address the short but recurrent delays of a specific part number to the workstation? Or when a process sheet indicating the steps, tooling and method to complete an assembly is not being followed? Or when the team misses the weekly meeting where plans and actions are defined to reduce safety risks? These are a few examples of key elements which, from the manufacturing system perspective are not at the output of the system (system result), these are key elements happening at the process and at the inputs to that process.
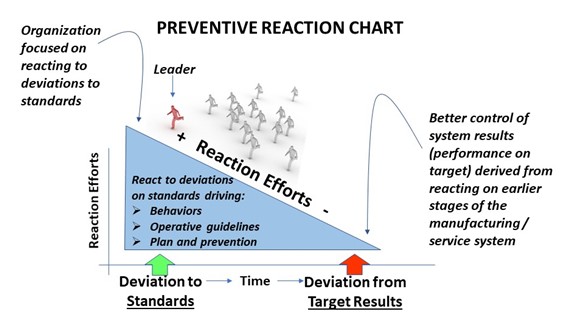
Shifting the balance of the organization to focus on correcting deviations at earlier stages of the manufacturing system means reacting before the systems results are affected and reacting when standards driving people’s behavior and process execution are not being met.
Organizations making progress in this direction eventually enter a positive cycle where stable and predictive system results are achieved and urgencies derived from not meeting the targets on the results are minimized because the efforts to improve are made to prevent unexpected system results.
This concept has been outlined by quality and continuous improvement personalities for decades, but a lot of organizations fall short in trying to apply it. As logical as the concept is, putting it to practice is a challenge as the organization is instinctively pulled towards verifying system results and commonly falls into a negative cycle that compromises the organization’s ability to engage in improvement efforts on system inputs and the actual process.
There are several key factors involved in successfully operating a manufacturing system with a preventive, process and input oriented approach. Briefly, two of them are: People and Process.
People (Leaders): As in most cases, the primary force required to drive a sustainable and true transformation in people’s behavior are the organization’s leaders. Managers are typically good at watching over the results and pulling resources to react and fix problems. However, managers often lack the discipline of watching over the detail on key process elements and verifying to what level standards ruling the operation of earlier stages in the manufacturing system are being followed. A leader who is the mode of reacting preventively, understands that a very important role is to provide feedback and react with genuine interest to standards not being met and does so with the same intensity and energy as if dealing with a problem affecting the output of the system, i.e. a quality defect or not meeting the production target. We will elaborate on this concept in a follow-up post.
Process: The stage needs to be set so people within the organization have a structured way of naturally working to improve key input and process elements. Forums where multidisciplinary teams improve workstation design; reports showing problems affecting the operations on the production floor are discussed and actions are taken to correct them. Activities directed at promoting standardized work and a robust training system for people embarking in new roles need to have a slot on the agenda of the organizations key activities and include the required members of the organization. These and several other activities aimed at improving key input and process elements need to be embraced as part of the organizations operative and production management system. Once this is set in motion, the synergy with the key factor described in the above bullet (People), makes all the difference as leaders in the organization don’t need to wonder where to go and seek for opportunities to provide feedback in their efforts to react proactively. The forums, meetings, events, and activities designed to improve key elements on early stages of the system are taking place in an organized, timely and structured way. Here is where managers need to show, observe, provide feedback, and recognize team members that are working diligently to prevent problems from happening. Here is where leaders need to react if standards are not being followed and ask members of the organization to come up with solutions to correct any deviation to what is expected. A leader teaches by example; that the way to control the results of a manufacturing process is by following the tandards driving people’s behavior and process execution and react when these standards are not being met.
Would you like more information on how to implement these Preventive measures at your site? Contact our Systems Engineering team at contactus@sandalwood.com!






 Why Sandalwood?
Why Sandalwood?


 We are a one-stop-shop for launching job rotation for any employer from conception to implementation. Our experts tailor our services to meet the needs of our customers by collaborating with them throughout the entire process. We do not offer cookie cutter solutions for job rotation because the needs of employers vary significantly.
We are a one-stop-shop for launching job rotation for any employer from conception to implementation. Our experts tailor our services to meet the needs of our customers by collaborating with them throughout the entire process. We do not offer cookie cutter solutions for job rotation because the needs of employers vary significantly. Why Sandalwood?
Why Sandalwood?


 Sandalwood is pleased to offer solutions above and beyond the traditional ergonomic assessments. With an in-depth knowledge of various digital human modelling software suites, integration and adoption to your health and safety programs has never been easier. Sandalwood is experienced in ergonomic program design as well as industry leaders in digital human modelling services. We have a diverse team that is able the leverage the results from the digital human model to provide in depth risk assessments of future designs and current state. Sandalwood is also able to pair these assessments with expertise and provide guidance on the best solution for you. Sandalwood is also on the forefront of emerging technologies and able to integrate Motion capture, Wearables, and extended or virtual reality into your ergonomic program.
Sandalwood is pleased to offer solutions above and beyond the traditional ergonomic assessments. With an in-depth knowledge of various digital human modelling software suites, integration and adoption to your health and safety programs has never been easier. Sandalwood is experienced in ergonomic program design as well as industry leaders in digital human modelling services. We have a diverse team that is able the leverage the results from the digital human model to provide in depth risk assessments of future designs and current state. Sandalwood is also able to pair these assessments with expertise and provide guidance on the best solution for you. Sandalwood is also on the forefront of emerging technologies and able to integrate Motion capture, Wearables, and extended or virtual reality into your ergonomic program.



